
Step 1: Quality Cook

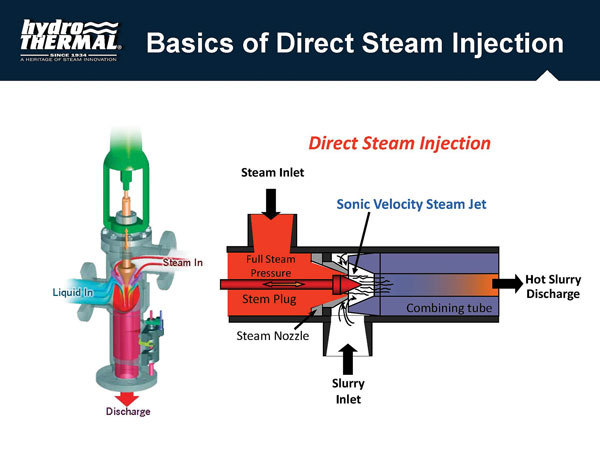
PHOTO: NOVOZYMES
February 12, 2018
BY Susanne Retka Schill
Advertisement
Advertisement
Related Stories

Fluid Quip Technologies on April 24 announced that Adkins Energy will install FQT’s Overdrive Oil Pretreat System. This groundbreaking technology boosts the performance of existing distillers corn oil systems.
Green Plains Inc. on April 15 announced it is continuing the refreshment of its board of directors through appointments of three highly qualified and independent individuals: Steven Furcich, Carl Grassi, and Patrick Sweeney.

In April, the U.S. Grains Council and the National Corn Growers Association held trade policy academies in Ames, Iowa, and Birmingham, Michigan, for producers to learn about the latest developments affecting global markets for their goods.

Valero Energy Corp. released Q1 financial results on April 24, reporting that a tough margin environment negatively impacted the company’s renewable diesel operations during the three-month period. Valero’s ethanol segment was profitable.

UNICA, the Brazilian sugarcane industry association, has released final data for the 2024-’25 harvest season, reporting record high ethanol production and sales despite reduced sugarcane milling. Corn ethanol production was up significantly.
Upcoming Events

@ Copyright 2025 - BBI International - All rights reserved.