
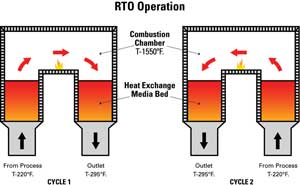
For Good RTO Operation, Know Your Inputs








December 13, 2006
BY Steven Jassund
Advertisement
Advertisement
Upcoming Events
North American SAF Conference & Expo
September 22-24, 2025
MINNEAPOLIS CONVENTION CENTER | MINNEAPOLIS,MINNESOTA
Serving the Global Sustainable Aviation Fuel Industry Taking place in September, the North American SAF Conference & Expo, produced by SAF Magazine, in collaboration with the Commercial Aviation Alternative Fuels Initiative (CAAFI) will showcase the latest strategies for aviation fuel decarbonization, solutions for key industry challenges, and highlight the current opportunities for airlines, corporations and fuel producers.View More
2026 International Biomass Conference & Expo
March 31 - April 2, 2026
GAYLORD OPRYLAND RESORT & CONVENTION CENTER | NASHVILLE,TN
Now in its 19th year, the International Biomass Conference & Expo is expected to bring together more than 900 attendees, 160 exhibitors and 65 speakers from more than 25 countries. It is the largest gathering of biomass professionals and academics in the world. The conference provides relevant content and unparalleled networking opportunities in a dynamic business-to-business environment. In addition to abundant networking opportunities, the largest biomass conference in the world is renowned for its outstanding programming—powered by Biomass Magazine–that maintains a strong focus on commercial-scale biomass production, new technology, and near-term research and development. Join us at the International Biomass Conference & Expo as we enter this new and exciting era in biomass energy.View More

@ Copyright 2025 - BBI International - All rights reserved.